
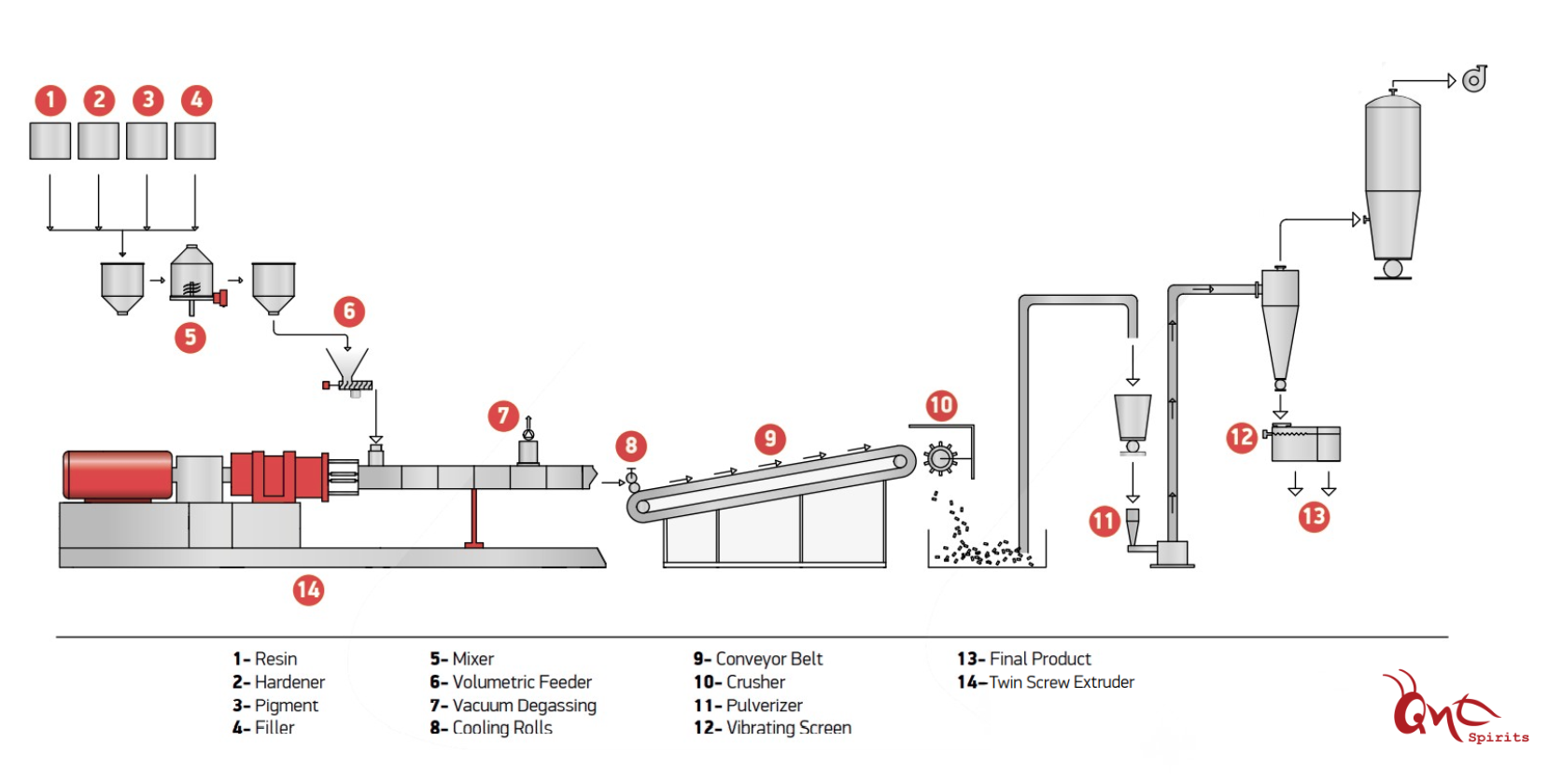
The process begins with raw plastic material, usually in pellet form, being fed into a hopper.
The pellets fall into a heated barrel where a rotating screw pushes them forward. The heat from the barrel and the mechanical shearing from the screw melt the plastic.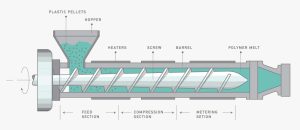
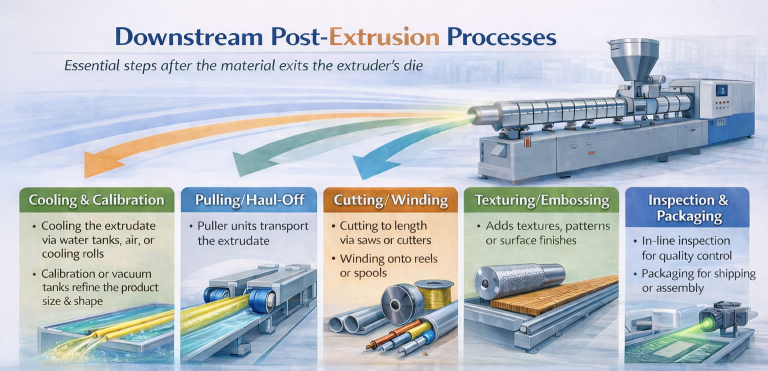
The molten polymer is then forced through a die, a shaped opening that gives the product its final cross-section.


The newly formed shape is cooled, often with water or air, to solidify it and set its final form.


After cooling, the solidified product is pulled, cut to the desired length, and inspected.


In polymer compounding practice, the torque rheometer, the internal mixer, and the twin-screw extruder should be understood as three tightly connected stages of a single technical pathway that takes a formulation from laboratory concept to stable, large-scale production. All three machines perform “mixing,” but they do so with different intents, different scales of material, and fundamentally different mixing philosophies. When viewed together, they provide a complete understanding of how a formulation behaves rheologically, how it responds to intense mechanical forces during dispersion, and how it can be translated into a controlled, continuous manufacturing process.
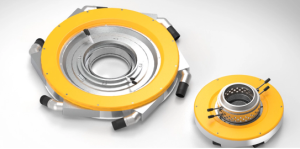
Figure 1 Torque Rheometer
A torque rheometer is used at the earliest stage, where the objective is to understand the material rather than to produce it. Only a small quantity of material, often between 30 and 80 grams, is placed into a temperature-controlled mixing chamber equipped with counter-rotating rotors. As the rotors turn at a set speed, the instrument continuously measures torque, temperature, and time with high precision. What emerges is the well-known torque–time processing curve, which is essentially a rheological fingerprint of the formulation under shear. The first rise in torque during charging reflects how the dry blend behaves as a bulk solid. This part of the curve provides information about particle friction, bulk density, and the influence of lubricants or fillers on feeding behavior. As mixing proceeds and the polymer begins to soften, a dramatic torque peak appears when individual particles fuse into a coherent mass. This fusion peak is extremely important because it reveals how quickly the polymer melts, how effectively lubricants or plasticizers are working, and how much mechanical load the formulation will impose on processing equipment. The magnitude of this peak often correlates with melt viscosity and filler content.
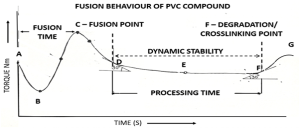
After fusion, torque drops to a relatively stable plateau where the material is fully molten and uniformly mixed. This plateau represents the steady-state melt viscosity of the formulation under shear conditions that resemble those in an extruder. Engineers use this value to predict motor load, screw speed limits, and temperature settings in subsequent processing. If the plateau is unstable or fluctuates, it often indicates incompatibility in the formulation or poor mixing characteristics. If mixing continues beyond this region, the torque eventually begins to decline, signaling polymer degradation due to thermal and mechanical stress. The time at which this decline begins defines the maximum safe residence time and the thermal stability window for processing. From one curve, the formulator extracts fusion time, peak torque, stable torque, and degradation onset, which together define how the material will behave during real processing. This level of insight cannot be obtained simply by observing the appearance of a mixed batch; it is a scientific measurement of processability.
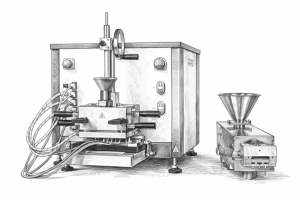
Figure 2 Internal Mixer
However, knowing that a formulation is processable rheologically does not guarantee that difficult fillers or pigments will disperse properly. That question is answered by the internal mixer, typified by equipment such as the Banbury mixer. This machine operates at a much larger scale, often from a few kilograms to tens of kilograms per batch, and is designed to apply extremely high shear and compressive forces. Inside its closed chamber, two heavy rotors rotate in opposite directions while a hydraulically operated ram forces the material downward. The mixing mechanism here is dominated by dispersive action. The material is repeatedly squeezed between the rotor tips and the chamber wall, stretched, folded, and recompressed. These actions generate intense localized stresses that physically break apart agglomerates of carbon black, silica, calcium carbonate, pigments, or other fillers. The high friction also causes rapid temperature rise, making thermal control more challenging than in the rheometer or extruder.
The internal mixer therefore serves as a practical stress test for the formulation. Operators monitor torque rise, temperature increase, and the visual condition of the batch when it is dumped. The goal is not precise measurement but confirmation that the formulation can withstand real mixing forces and achieve genuine dispersion. If agglomerates remain after internal mixing, they will certainly persist in a twin-screw extruder. Conversely, if proper dispersion is achieved here, it is a strong indication that the formulation is mechanically viable. The internal mixer thus bridges the gap between laboratory rheology and industrial reality by proving whether the material can survive and respond to aggressive mixing conditions.
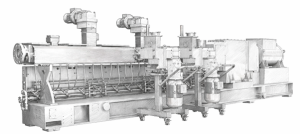
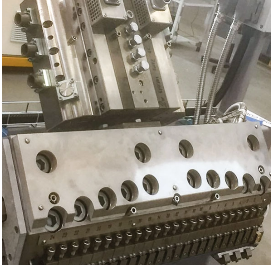
Figure 3 Twin Screw Compounder
Once rheological behavior and dispersion capability are both understood, the formulation is ready to be translated into a continuous process using a twin-screw compounder. The twin-screw extruder is fundamentally different from the other two machines because it is designed as a modular, continuous processing platform rather than a batch mixer. Its screws are assembled from individual elements mounted on splined shafts, allowing engineers to design specific zones for conveying, melting, kneading, mixing, venting, and pressurizing. Forward-pitch conveying elements transport the material along the barrel. Kneading blocks, set at particular stagger angles, create controlled regions of high shear for dispersive mixing. Specialized mixing elements provide distributive mixing to ensure uniform distribution of additives without excessive shear. Barrel heaters and cooling channels maintain a carefully defined temperature profile across multiple zones. Side feeders introduce fillers or reinforcements at precise points where the polymer is sufficiently molten, and vacuum vents remove moisture or volatiles. The final sections build pressure to push the homogeneous melt through a die for pelletizing.
The configuration of these screw elements is guided directly by what was learned earlier. Fusion time from the torque rheometer influences where melting sections should be located and how long the material should remain there. The stable torque value helps determine appropriate screw speed and feed rate to avoid overloading the motor. Knowledge gained from the internal mixer about how stubborn fillers behave dictates the intensity and placement of kneading blocks to maintain dispersion without degrading the polymer. Even decisions about venting and additive feeding points are influenced by understanding when the material becomes fully molten and how it responds to shear.
Taken together, these three machines form an integrated knowledge and production chain. The torque rheometer provides the scientific fingerprint of the formulation’s behavior under shear and heat. The internal mixer proves that the formulation can achieve proper dispersion under severe mechanical forces. The twin-screw extruder uses this combined knowledge to design a stable, continuous, and repeatable compounding process capable of running for hours or days at industrial throughput. The progression from grams to kilograms to tons per hour is not merely an increase in scale but a transition from understanding, to proving, to manufacturing. Mastery of polymer compounding depends on recognizing how these machines complement one another and how the data and observations from each stage inform the next, minimizing trial-and-error and ensuring reliable scale-up from laboratory formulation to full production.

